
Процессинговые добавки (”лубриканты”) разработаны на базе фторполимеров и фторэластомеров и подходят для основных видов переработки полимеров с целью улучшения внешнего вида изделий, увеличения технологичности переработки и производительности оборудования.
Массовое применение экструзионных добавок на основе фторполимеров началось с введения в экструзию пленок из линейного полиэтилена (ЛПЭВД). Главными аргументами в пользу применения линейного полиэтилена являются повышение производительности экструзионных установок и улучшение механических свойств по сравнению с ПВД. Однако, при переработке ЛПЭВД на стандартных установках для переработки ПВД, одновременно с увеличением производительности возникали дефекты поверхности. Это разрушение расплава или «акулья шкура» стало причиной того, что фторэластомеры стали использоваться все больше и применяются до сих
|
Основной причиной возникновения данного эффекта является то, что расплавленный полиэтилен обладает хорошей адгезией к металлам. Это ведет к сцеплению наружной области расплава со стенками экструдера. При выходе из фильеры расплаву необходимо придать одинаковую скорость по всей площади. В зависимости от материала и различий в скорости это может привести к разрывам наружных слоев. Такое повреждение поверхности проявляется в пленке в виде «акульей шкуры». Поскольку фторполимеры обладают еще большим сцеплением с металлом, чем полиэтилен, на внутренней стороне экструдера и на фильере образуется их слой (сравнимый с тефлоновым покрытием). Действие этого слоя заключается в том, что полимерный расплав больше не соприкасается с металлом, что позволяет избежать слишком большой разности скоростей внутри расплава, и в свою очередь позволяет избежать образования разрушения расплава и повысит производительность установки в целом. |
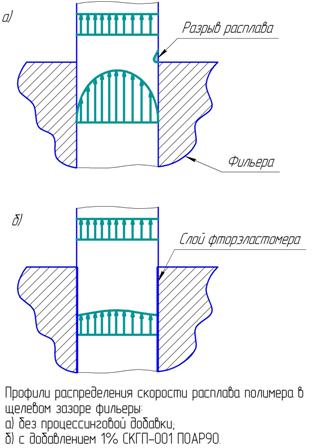 |
На рисунке а) показан профиль распределения скорости движения расплава полимера в щелевом зазоре фильеры. Как видно, скорости в середине потока и около стенки очень сильно различаются вследствие разницы коэффициента внутреннего трения и коэффициента трения материала по стенке металлической оснастки. Как только материал выходит из зазора, скорости начинают выравниваться, и в пристенном слое возникают большие сдвиговые напряжения, вызывающие разрыв расплава в этом месте. Это явление называют аномалией вязкости при высоких сдвиговых напряжениях. В результате поверхность изделия получается мутной, шершавой.
На рисунке б) изображён профиль распределения скоростей в присутствии 1% добавки, облегчающей переработку. Так как фторэластомеры не совместимы с полиэтиленом и имеют большое сродство к металлу, они мигрируют на поверхность полимера и образуют тонкий слой (несколько молекул) на металлических частях формообразующего инструмента.
Коэффициент трения полимера по фторэластомеру близок к коэффициенту внутреннего трения, что способствует выравниванию профиля скоростей. Перепад скоростей на выходе полимера из формующей головки значительно снижается. Это приводит к стабилизации процесса экструзии и повышению качества поверхности изделия. Использование фторэластомеров позволяет получать более тонкие и прозрачные плёнки (для полимеров с узким молекулярно-массовым распределением, т.е. металлоценовых).
Применение СКГП-001 ПОАР90 позволяет:
1. Для экструзии:
- обеспечивают равномерность подачи и контроля геометрии изделий
- повышают глянец и качество поверхности (устранение эффекта “акулья кожа”)
- снижают нагрузки на валу, что обеспечивает увеличение производительности и снижение энергопотребления, позволяет понизить температуру переработки
- устраняют пригар (налипания) на оформляющих кромках
- уменьшают время удержания материалов в экструдере, что позволяет осуществлять быструю смену цветов и материалов
- позволяют перерабатывать на классических экструзионных линиях (без переоборудования и модификации) линейный полиэтилен (до 100% в композициях)
2. Для литья под давлением:
- повышают глянец поверхности
- улучшают проливаемость материала
- улучшают съем изделий с пресс-форм (позволяет отказаться от использования смазок)
- снижают нагрузки и энергопотребление оборудования, дают возможность понижения температуры литья
- делают возможным быструю смену цветов и материалов
Вышеперечисленные преимущества никак не связаны с изменением индекса расплава и снижением физико-механических характеристик полимера.
Рекомендуемые расходные нормы:
- В начале работы (выход на режим): 1,2 - 1,5% масс в первые 50-60 минут.
- После установления режима: снижение расхода до 0,6 - 0,8% масс.
ВНИМАНИЕ! Лубрикант обладает сильным очищающим действием, возможно засорение сеток отделившимися от металла частицами пригоревшего материала. Перед началом использования Лубриканта рекомендуется произвести чистку рабочих поверхностей экструдера.
|
ПРОДУКТ |
СОСТАВ |
ПРИМЕНЕНИЕ |
|
001 ПОАР11 PA90
PA95
PA91
001 ПОАР90 001 ПСАР11 |
фторполимер в LDPE фторполимер в LDPE
фторполимер в LDPE
комбинация фторполимеров в LDPE
фторполимер в LDPE фторполимер в полистироле |
Полимерная процессинговая добавка для пленок, труб и т.д.
Процессинговая добавка для полистирола |